

در قسمت هفتم آموزش نرم افزارsimplify3d به بخش Infill پرداختیم. در این قسمت تصمیم داریم به Support و تنظیمات مربوط به آن بپردازیم. در ادامه مقاله آموزش نرم افزارsimplify3d همراه ما باشید.
همانطور که در قسمت دوم از سری آموزشهای نرمافزار سیمپلیفای توضیح دادیم، در روش پرینت سه بعدی قطعات به صورت لایه لایه چاپ میشوند. بنابراین فایلهای سه بعدی ابتدا در نرمافزار اسلایس شده و هر لایه از اسلایس بر روی لایه قبلی چاپ میشود.
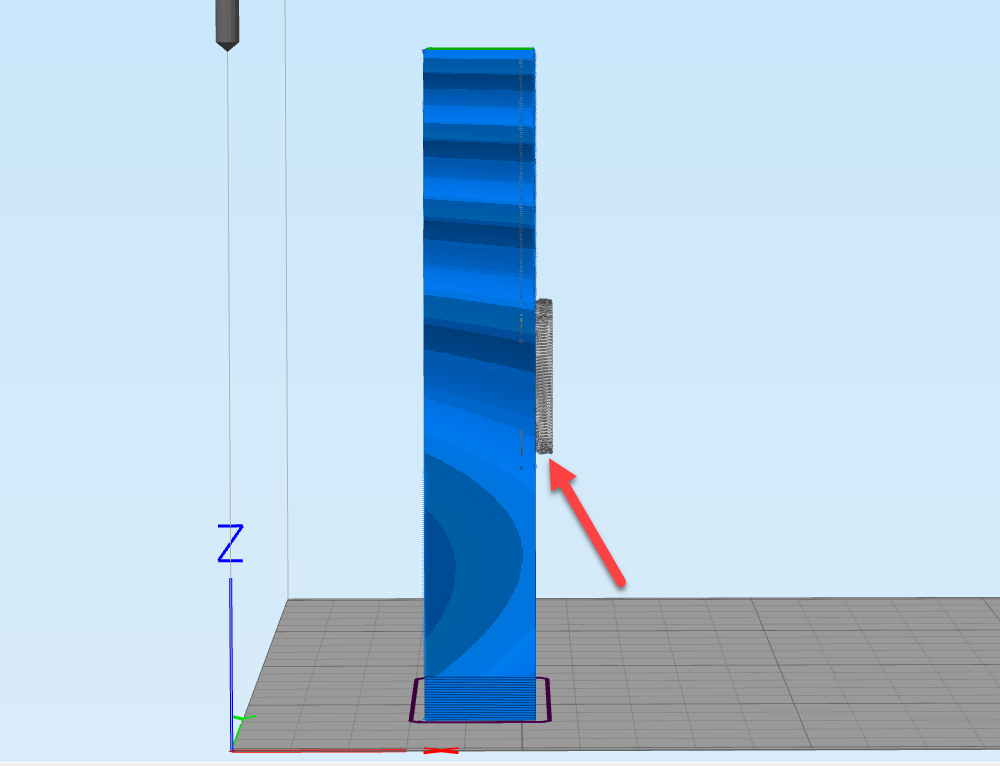
اما اگر در مدل سه بعدی، سطح معلقی وجود داشته باشد، در حالت عادی، پرینت سه بعدی آن سطح با مشکل مواجه میشود. چرا که موادی که در آن قسمت از نازل خارج میشوند، به سمت میز کار سقوط خواهند نمود. برای حل این مشکل در فرایند پرینت سه بعدی، از عملیات ساپورتگذاری استفاده میشود. به این منظور بخشهای مشبکی در محلهای خالی در زیر سطوح معلق پرینت شده و پس از اتمام فرایند چاپ از قطعه جدا میشوند.


برای اعمال تنظیمات ساپورت در نرمافزار سیمپلیفای، پس از باز کردن بخش مربوط به تنظیمات Process، وارد سربرگ Support میشویم.

در این بخش با فعال شدن گزینه Generate Material Generation، عملیات ساپورتگذاری فعال میشود.
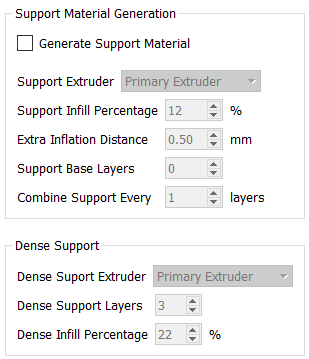
تراکم ساپورت در بخش Support Infill Percentage قابل تنظیم است. هر چقدر مقدار این بخش را افزایش دهید، شبکه ساپورت شما ریزتر میشود. این موضوع ممکن است چسبندگی ساپورت به سطوح معلق را کمی افزایش دهد. ریز شدن شبکه ساپورت هر چند مدت زمان چاپ آن و دور ریز مواد را افزایش میدهد اما بهبود کیفیت سطوح معلق را نیز به همراه دارد.
ما در عموم کارها این مقدار را بر روی 12 الی 15 درصد تنظیم میکنیم.
در این بخش مقدار بیرون زدگی ساپورت از ذیل سطوح معلق مشخص میشود. به عنوان مثال در سورخهای جانبی قطعات که امکان جدا کردن ساپورتها با مشکلاتی همراه است، میتوان از این گزینه استفاده نمود. این کار سبب میشود که ساپورتها مقداری از سوراخها بیرون بزنند و بتوانید با استفاده از یک دمباریک آنها را جدا کنید.
این گزینه مشخص میکند که ساپورتهایی که بستر آنها بر روی میز کار دستگاه قرار میگیرد، در محل تماس با میز چگونه چاپ شوند. به عبرات دیگر با فعال شدن این گزینه، یک بستر کاملا تو پر در زیر ساپورتها بر روی میز چاپ میشود تا چسبندگی ساپورتها به میز بهبود یابد. تعداد لایههای این بستر را میتوانید در این قسمت تنظیم نمایید.
در این بخش میتوانید مشخص کنید که چاپ ساپورتها به صورت هر لایه، یک لایه درمیان، دو لایه در میان و… انجام شود. این کار میتواند در زمان شما صرفهجویی نماید و به مجموعه پرینت شما سرعت بخشد.
از آنجایی که ساپورتهای در تماس با سطوح اصلی قطعه از اهمیت بالاتری برخوردارند، این تنظیمات امکان اعمال جزئیاتی بیشتر در این قسمتها را فراهم میکنند.
Dense Support Layers مشخص میکند که چه تعداد از لایههای ساپورت شما در مجوار سطوح معلق، باید با تنظیماتی متفاوت چاپ شوند. شما میتوانید کلیت ساپورتهای قطعه را با تراکم پایینتر چاپ کنید و صرفا به عنوان مثال 4 لایه از ساپورتهای منتهی به سطوح معلق را با کیفیت بالاتری چاپ نمایید.
Dense Infill Percentage این گزینه مشخص میکند که میزان تراکم در این لایهها چقدر باشد. این مقدار را میتوانید مقداری بیشتر از تراکم ساپورتهای اصلی تنظیم کنید. شاید مقادیری بین 20 الی 30 درصد مناسب باشد.
در ادامه مقاله آموزش نرم افزارsimplify3d همراه ما باشید.
این تنظیمات مربوط به ساپورتگذاری اتوماتیک میشوند. در این بخش مشخص میشود که چه سطوحی ساپورتگذاری بشوند و چه سطوحی بدون ساپورت باقی بمانند.
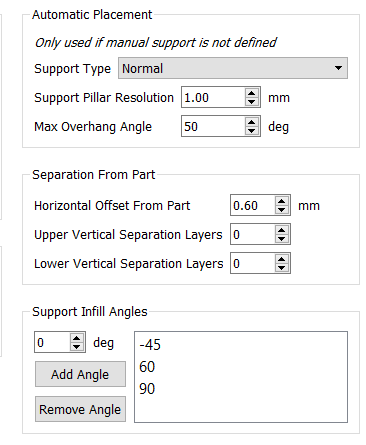
سطوحی با زوایای بیشتر از این مقدار بدون ساپورت باقی میمانند. مثلا اگر این مقدار 50 درجه انتخاب شود، سطوحی که زاویه آنها نسبت به افق بیشتر از 50 درجه باشد، بدون ساپورت باقی میماند و سطوح کمتر از آن ساپورتگذاری میشوند.
این مقدار فاصله بین ساپورتها و سطوح افقی را مشخص میکند. تنظیم این مقدار باعث میشود که ساپورتها به سطوح مجاور متصل نشوند و امکان جدا نمودن آنها فراهم شود.
این مقدار یک فاصله بین آخرین لایه و سطح معلق مورد نظر را ایجاد میکند و به شما کمک میکند تا بتوانید ساپورتها را راحتتر از قطعات جدا کنید. اگر مقدار آن صفر انتخاب شود، ساپورت کاملا به قطعه میچسبد و اگر 1 انتخاب شود، بین آخرین لایه از ساپورت و سطح معلق مربوطه، یک لایه گپ ایجاد میشود.
در این بخش زوایای ساپورتها در هر لایه مشخص میشود. این بخش مشابه تنظیمات Infill است که در قسمت گذشته به شرح آن پرداختیم. هر چند ممکن است در این قسمت اهمیت کمتری داشته باشد.