

در قسمت سوم آموزش نرم افزار simplify3d با محیط اسلایسنگ و پنجره تنظیمات در نرم افزار سيمپلیفای آشنا شدید. همانطور که توضیح داده شد هر کدام از گزینههای موجود در پنجره Process به تنظیمات بخش خاصی از پرینتر سه بعدی مرتبط میشود. از این قسمت اما تصمیم داریم به بررسی و آموزش هر کدام از بخشهای پنجره Process در نرمافزار سیمپلیفای بپردازیم.

با انتخاب بخش اکسترودر در پنجره Process، نرم افزار سیمپلیفای امکان ایجاد تنظیمات لازم در سیستم تزریق را به شما میدهد. در این مقاله قصد داریم مهمترین و رایجترين تنظيمات مربوط به سيستم تزريق را معرفي كنيم.
نازل قسمتی بر روی سیستم تزریق است که مواد پلاستیکی شبه مذاب از آن خارج میشود. در واقع پس از ورود فیلامنت به سیستم تزریق، دمای آن بالا رفته و با بالاتر رفتن دمای فیلامنت از دمای انتقال شیشهای، ماده به شکل یک خمیر پلیمری از نازل دستگاه خارج میشود.

قطر نازل معمولا از قطر فیلامنت کوچکتر است. نازلهای پرینتر سه بعدی با قطرهای مختلفی عرضه میشوند. نازل هایی با قطرهای 0.1 میلیمتر تا 1.2 میلیمتر برای پرینترهای سه بعدی که ماده مصرفی آنها فیلامنت های 1.75 میلیمتری است رایجتر است.
افزایش قطر نازل باعث افزایش سرعت ساخت قطعات با پرینتر سه بعدی و کاهش کیفیت میشود. برای ساخت قطعات ظریف معمولا از قطرهای کوچکتر استفاده میشود. با این حال نازل 0.4 یک قطر رایج در بین اپراتورهای چاپگر سه بعدی است. نازلهای کوچکتر معمولا سریعتر دچار گرفتگی و مسدودی میشوند. معمولا استفاده از نازلهايي با قطر كمتر از 0.3 و بيشتر از 0.6 رايج نست. مگر در موارد خاص!
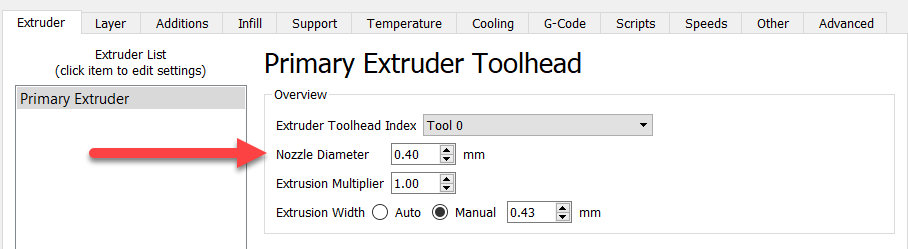
در نرم افزار سيمپلیفای میتوانید قطر نازلی که بر روی دستگاه بسته شده است را در قسمت Nozzle Diameter وارد کنید تا تنظیمات تزریق متناسب با آن اعمال شود:
اگر پرینتر سه بعدی شما یک پرینتر استاندارد است، گزینه Extrusion Multiplier را که در ذیل Nozzle Diameter قرار گرفته تغییر ندهید. این گزینه ضریب تزریق است. افزایش آن باعث افزایش نرخ تزریق میشود و بلعکس. تغییر این گزینه در حالت عادی سبب افت قابل توجه کیفیت در چاپ سه بعدی میشود. تغییر آن صرفا در زمانی جایز است که چاپگر سه بعدی شما از کالیبره خارج شده یا دارای مشکل فنی باشد.
در قسمت بعد اما با گزینه Extrusion Width مواجه هستیم. این گزینه جذابیت بیشتری به چاپ سه بعدی میدهد و دست شما باز میگذارد تا دائما مجبور به تعویض نازل چاپگر سه بعدی خود نشوید.
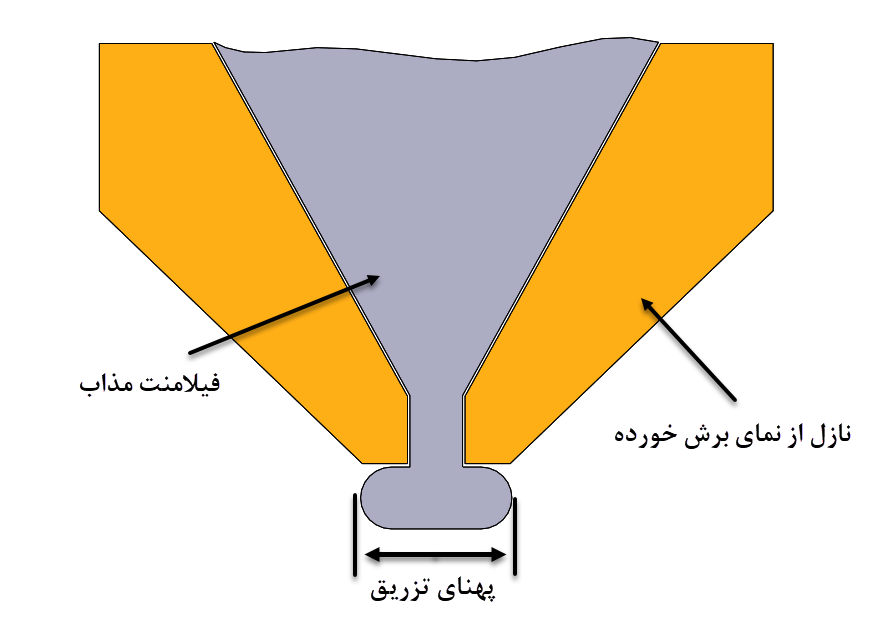
به عبارتی ممکن است شما نازلی با قطر 0.4 میلیمتر روی دستگاه نصب کرده باشید اما تصمیم به تزریق با ضخامتی بیشتر از 0.4 یا کمتر از آن داشته باشید. این گزینه به شما این امکان را میدهد که پهنای تزریق را تنظیم کنید. بدون آنکه تعویض نازل را انجام دهید.
اما توجه کنید که نمیتوانید هر عدد دلخواهی را در این قسمت وارد کنید. مطابق تجربه شرکت سوبا در چاپ سه بعدی FDM ، بهتر است مقدار وارد شده بیشتر 0.8 تا 1.2 برابر قطر نازل نباشد. مثلا برای نازل 0.4، مقادیر 0.32 تا 0.48 میتواند مناسب باشد.
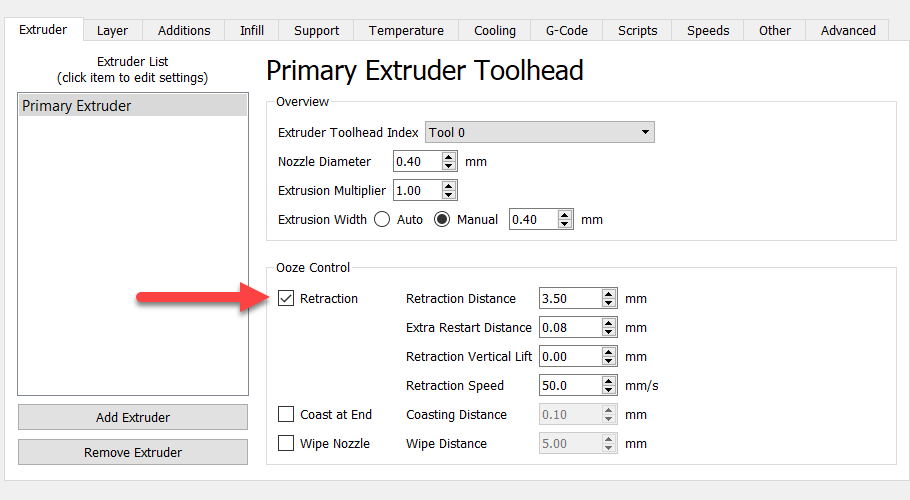
در کادر پایین در منوی Extruder با عنوان Ooze Control ، تنظیمات مربوط به نشت ماده صورت میپذیرد. تنظیمات این قسمت بر روی کیفیت چاپ اثرگذار است. این تنظیمات در واقع تخصصیتر از بخش مربوط به تنظیمات نازل هستند.
اولین گزینه در کادر Ooze Control ، تحت عنوان Retraction نامگذاری شده است. Retraction در انگلیسی به معنای عقبنشینی است. به نظر شما در این جا چه مفهومی دارد؟
تصور کنید با یک چسب حرارتی تفنگی کار میکنید. با فشار دادن اهرم، چسب تزریق میشود. اما آیا با رها کردن اهرم، خروج چسب متوقف میشود؟ طبیعتا خیر. مواد قرار گرفته در نازل می توانند در اثر وزن خود یا در اثر چسبندگی به مواد بیرونی، از نازل خارج شوند. در چاپگر سه بعدی نیز این اتفاق به شکل مشابه وجود دارد.

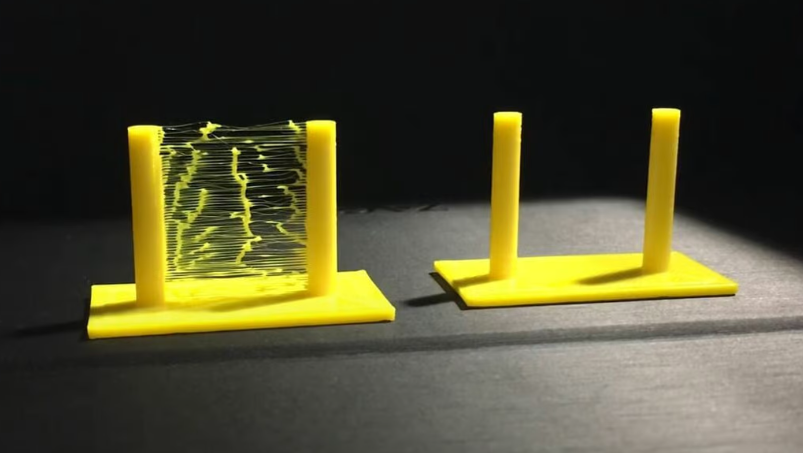
برای جلوگیری از نشت ماده از نازل چاپگر سه بعدی، لازم است از گزینه Retraction استفاده شود. این گزینه با ایجاد حرکت معوس در سیستم تزریق سبب ایجاد مکش در نازل میشود و مواد موجود در نازل را به سمت بالا حرکت میدهد تا از نشت مواد جلوگیری کند. در زمان هایی که چاپ یک مقطع به پایان رسیده و دستگاه به چاپ مقطع بعد میرود، لازم است تزریق متوقف شود. استفاده از این تنظیمات در اینجا دارای اهمیت میشوند.
گزینه مسافت ریترکشن مشخص میکند که فیلامنت چه مقدار به سمت بالا کشیده شود. وارد کردن مقادیر کم ممکن است به طور کامل مانع از نشتی نشود. همچنین وارد کردن مقادیر زیاد میتواند باعث مکث در چاپ، طولانی شدن زمان چاپ و ایجاد منطق متاثر از حرارت (Heat affected area) بر روی قطعه در حال چاپ سه بعدی شود (افت کیفیت).
مباحث مطرح شده در ادامه این مقاله تخصصی تر می باشند و برای افرادی که میخواهند حرفه ای کار کنند مطرح است. اگر در مطالعه ادامه مطالب متوجه توضیحات نشدید نگران نباشید. سوال خود را در پائین همین صفحه بپرسید تا کارشناسان ما به شما پاسخ دهند.
پس از ریترکشن به مقدار مشخص شده در قسمت Retraction Distance، برای ادامه یافتن فرایند چاپ، مواد مجددا به مقدار ریترکشن یافته، به سمت پایین بازگشت داده میشوند. گزینه Extra Restart Distance اما مشخص میکند که در بازگشت از ریترکشن ، ماده چه مقدار بیشتر از حالت عادی در جهت تزریق هدایت شود. سردرگم نشید 😁 مثال زیر موضوع را شفافتر ميكند:
فرض كنيد چاپگر سه بعدی پرینت یک لایه را به اتمام رسانده و برای رفتن به لایه بعد آماده میشود. اگر در تنظیمات ریترکشن به عنوان مثال مقدار 0.2 میلیمتر را وارد کرده باشید، در اینجا مواد به میزان 0.2 میلیمتر به سمت بالا حرکت میکنند (خلاف جهت تزریق). سپس در شروع لایه بعد (که ممکن است در سمت دیگری از صفحه چاپ باشد)، مواد مجددا 0.2 میلیمتر به سمت پایین (در جهت تزریق) هدایت میشود. حال اگر مقدار Extra Restart Distance بر روی 0.1 میلیمتر تنظیم شده باشد، بازگشت ماده مجموعا به مقدار 0.2+0.1=0.3 میلیمتر صورت خواهد پذیرفت.
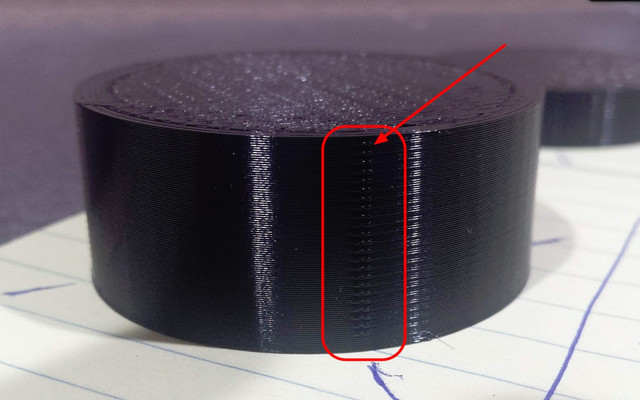
اگر در چاپ سه بعدی قطعات متوجه وجود تخلخل در محلهای ریترکشن قطعه خود شدید، احتمالا با افزایش Extra Restart Distance ، این مشکل حل شود.
علاوه بر حرکت مواد به سمت بالا در هنگام ریترکشن، در این قسمت میتوانید تعیین کنید که نازل نیز به سمت بالا حرکت کند و مقدار حرکت آن را در این قسمت میتوانید مشخص کنید. این تنظیم برای پرهیز از برخورد احتمالی نازل با قطعات قرار گرفته بر روی میز کار در هنگام حرکت آزادانه (بدون تزریق) به کار می رود. استفاده از این گزینه در تنظیمات Extruder همیشه ضرورت ندارد و عمدتا برای مواید که پس از چاپ دچار انبساط میشوند کاربرد مییابد.
تنظیمات Extruder، تنظیمات پیچیده ای نیستند. بسته به فیلامنت مورد استفاده و تجربه، اعداد ریترکشن و سایر موارد تنظیم می شوند. در قسمتهای بعد به ارائه بخشهای دیگر Process خواهیم پرداخت. سوالات احتمالی خود را در بخش نظرات بپرسید و همراه ما باشید.
3 پاسخ
انتخاب سایز اکسترودر در مارلین هم لازم هست؟
بله در تنظیمات اکسترودر باید سایز نازل و پهنای تزریق مششخص بشه
عکس ها کیفیت بالایی داشتند