

در قسمت چهارم به معرفی بخش اکسترودر در آموزش simplify3d پرداختیم. در این قسمت از آموزش simplify3d قصد داریم به معرفی دومین بخش از این نرم افزار بپردازیم. این قسمت تحت عنوان Layer، به تنظیمات مربوط به لایهگذاری در نرمافزار simplify3d میپردازد.

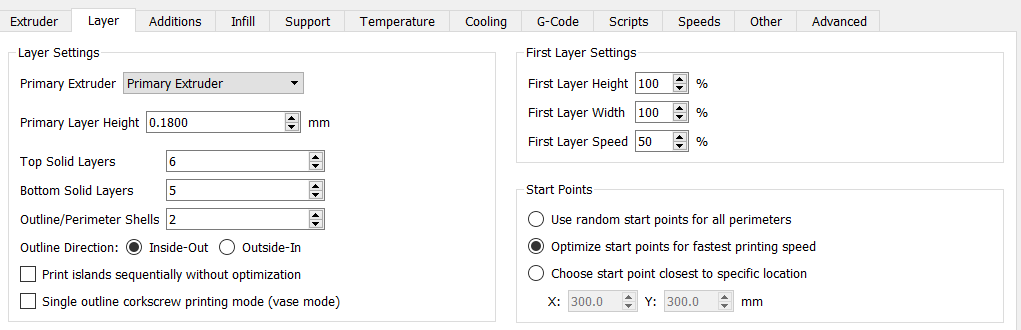
با انتخاب گزینه Layer در نرم افزار simplify3d، پنجرهای مطابق شکل زیر برای شما باز میشود که میتوانید در آن تنظیمات مختلفی را اعمال کنید.
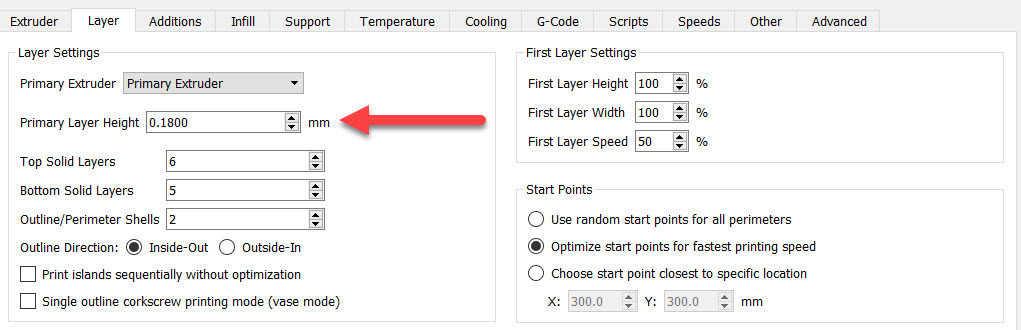
ضخامت لایهها یکی از تاثیرگذارترین پارامترها در کیفیت سطح قطعات است. در این قسمت در واقع تعیین میکنید که هر لایه از پرینت شما چه ارتفاعی داشته باشد و قطعه شما به چند اسلایس یا مقطع تقسیم شود. مثلا فرض کنید قصد پرینت سه بعدی یک مکعب مربع به ارتفاع 1 سانتیمتر را دارید. اگر مقدار Layer Height را بر روی 0.1 میلیمتر قرار دهید، قطعه شما شامل 100 لایه خواهد بود.
0.1mm * 100 =10 mm = 1cm
این پارامتر بر کیفیت جداره قطعات و زبری سطح اثر گذار است.
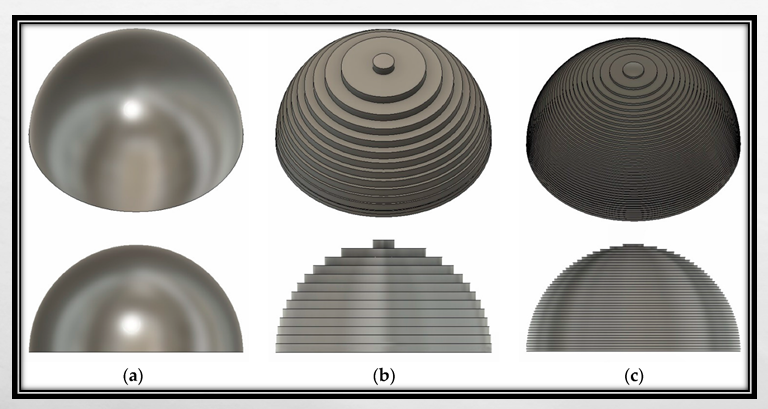
طبیعیست که هر چقدر ضخامت لایه ها را کوچکتر انتخاب کنید، پرینت با کیفیت تری خواهید داشت. اما زمان چاپ سه بعدی افزایش مییابد. البته فراموش نکنید که کوچک بودن این مقدار به نوع دستگاه شما نیز بستگی دارد. معمولا در بهترین حالت برای پرینترهای FDM مرسوم، این مقدار نمیتواند كمتر از 0.06mm انتخاب شود. اما چاپگرهای سه بعدي F302 و F102 سوبا میتوانند ضخامتهای 0.05mm را نیز برای شما ایجاد کنند. اهمیت ضخامت لایه ها را میتوانید در تصویر زیر به خوبی ببینید.
همانطور که در قسمت دوم توضیح داده شد، در پرینت سه بعدی قطعات معمولا به شکلی ساخته میشوند که درون آنها مشبک است. بنابراین اگر یک مکعب را تصور کنید، سطح زیرین، جداره ها و سطح بالایی آن باید تو پُر چاپ شود یا عبارتی سطوح جانبی در چاپ باید بسته شوند و داخل قطعات میتواند مشبک، توخالی یا توپر چاپ شود.
برای بسته شدن سطوح فوقانی قطعات باید مشخص کنید که چه تعداد از لایههای بالایی قطعه تو پر چاپ شوند. مثلا اگر عدد 6 را وارد کنید بدین معناست که 6 لایه بالایی قطعه شما تو پر خواهد بود و لایه های زیرین آن میتواند دارای Infill باشد.
مقدار این پارامتر را میتوانید بر اساس مقدار تراکم داخلی قطعه (infill) و همچنین بر اساس ضخامت لایهها تعیین کنید. اگر مقدار تراکم قطعه پایین باشد (مثلا کمتر از 18 درصد)، تعداد لایه های بالا را باید بیشتر انتخاب کنید. چرا که تراکم پایین به معنای درشت بودن شبکه infill است و اگر تعداد لایه های بالایی قطعه به حد کافی نباشد، ممکن است روی قطعه به خوبی پوشانده نشود. به عبارت دیگر، در زمان درشت بودن شبکه داخلی قطعه، باید تعداد لایههای بالایی را زیاد کنید تا روی شبکه ها به خوبی پوشانده شود.
از طرفی اگر ضخامت لایه های پرینت کوچک است (مثلا کمتر از 0.18mm)، در این صورت نیز بهتر است تعداد لایههای بالایی را بیشتر انتخاب کنید تا سطح قطعه به خوبی پوشانده شود. برای تراکم 18 درصد یا بیشتر و ضخامت لایه های بالاتر از 0.18، میتوانید تعداد لایههای بالا را 5 لایه در نظر بگیرید.
مشابه تعداد لایههای بالا، تعداد لایههای پایین نیز باید به حد کافی انتخاب شوند تا سطوح زیرین قطعه به خوبی پوشانده شوند. عدد این قسمت میتواند کوچکتر از لایه های بالایی باشد اما مقدار آن اگر از حد مشخصی کمتر انتخاب شود، استحکام قطعه شما در وجه زیرین کم خواهد بود.
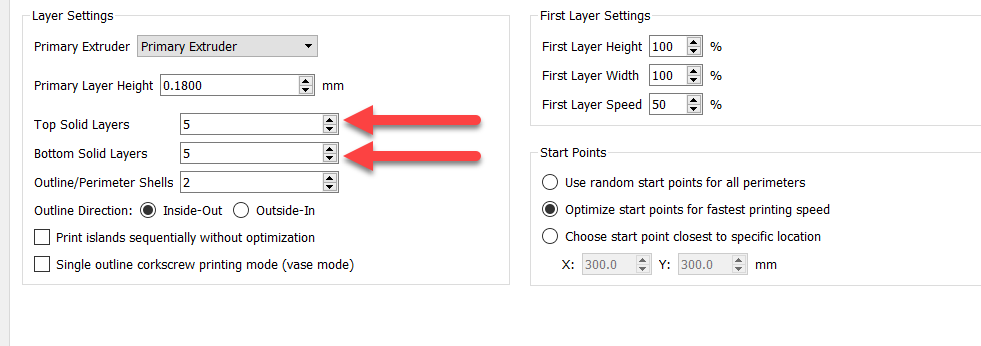
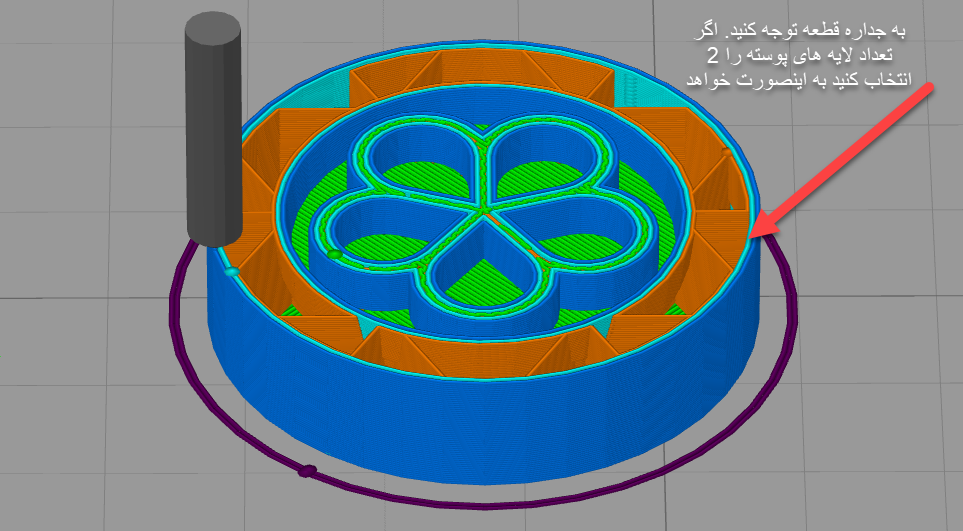
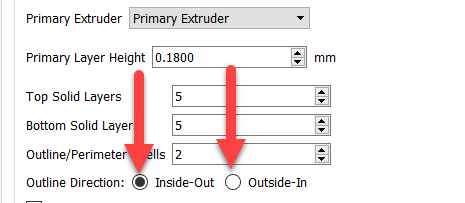
این پارامتر نشان دهنده ضخامت جداره خارجی قطعه شما خواهد بود. به عنوان مثل اگر این مقدار را بر روی 2 تنظیم نمایید، نازل محیط قطعه شما را دو بار طی می کند و سپس داخل قطعه را به شکل مشبک ایجاد میکند.
همچنین با انتخاب یکی از دو گزینه مقابل تعیین خواهید نمود که جداره خارجی از بیرون به داخل پرینت شود یا از داخل به بیرون. اگر گزینه Outside-In را انتخاب کنید، ابتدا بیرونی ترین جداره چاپ میشود و سپس جداره های مجاور آن از بیرون به داخل چاپ خواهند شد.
در پرینت سه بعدی، چاپ لایه اول از اهمیت بالایی برخوردار است. اگر لایه اول به خوبی به میز کار دستگاه نچسبد، ممکن است قطعه دفرمه شود یا حتی حین کار از میز کار جدا شود. با توجه به اهمیت این موضوع، نرم افزار simplify3d امکان اعمال تنظیماتی مجزا را برای اولین لایه از قطعه فراهم کرده است. شما در این قسمت با سه پارامتر رو به رو خواهید بود:
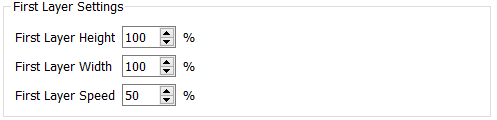
ارتفاع اولین لایه از چاپ می تواند به عنوان درصدی از ارتفاع لایه های اصلی تعیین شود. مثلا اگر ضخامت لایه های اصلی را 0.2 میلیمتر وارد کرده باشید و چنانچه در این قسمت مقدار First Layer Height را بر روی 150% تنظیم نمایید، در این صورت ضخامت لایه اول شما 0.3 میلیمتر در نظر گرفته خواهد شد و مابقی لایه ها با همان ضخامت 0.2 چاپ خواهند شد.
این پارامتر، پهنای تزریق در لایه اول را نشان می دهد. به عنوان مثال اگر در بخش تنظیمات سیستم تزریق، پهنای تزریق را بر روی 0.4 میلیمتر تنظیم کرده باشید و عدد First Layer Height بر روی 150% تنظیم شده باشد، در این صورت پهنای تزریق در اولین لایه از چاپ شما برابر 0.6 میلیمتر در نظر گرفته خواهد شد.
این پارامتر سرعت چاپ در لایه اول را به عنوان درصدی از سرعت چاپ اصلی دستگاه تعیین می کند. معمولا سرعت چاپ در لایه اول باید کم باشد تا این لایه بتواند به خوبی به میز کار دستگاه بچسبد.
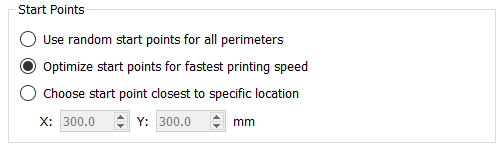
Start Point در هر لایه نقطهایست که از آنجا چاپ لایه شروع میشود. محل این نقطه از آنجا دارای اهمیت است که میتواند در سرعت چاپ قطعه موثر باشد. همچنین با توجه به عمل retraction در سیستم تزریق، در نقاط شروع و پایان دستگاه توقفی کوتاه خواهد داشت و این توقف ممکن است سبب ایجاد زائدههایی بر روی قطعه میشود.
حال تصمیم با شماست که این نقاط شروع به شکل پراکنده و اتفاقی توسط نرم افزار انتخاب شوند (Use random start points for all perimeters)، یا به گونهای انتخاب شوند که چاپ قطعه در سریعترین زمان ممکن صورت پذیرد (Optimize start point for fastest printing speed)، یا در نهایت نزدیک به مختصاتی خاص انتخاب شود (Choos start point closest to specific location).
تنظیمات مربوط به لایه گذاری، یکی از مهمترین تنظیمات در کیفیت سطح قطعات است که باید به درستی اعمل شوند. وجود لایههای درشت میتواند سبب سرعت بالات در چاپ سه بعدی شود حال آنکه لایههای ریز میتواند کیفیت بهتری را به همراه داشته باشد. در قسمتهای آینده از آموزش Simplify3d، به سایر بخشهای نرم افزار خواهیم پرداخت.
3 پاسخ
اگر در انتهای مقاله “بعدی” به مقاله بعدی در همین سری اشاره کنه عالی میشه
لطفا دوره ای در ارتباط با simplify تهیه کنید
توضیحات تخصصی شما رو جای دیگه ای نمیشد پیدا کرد