

در قسمت پنجم آموزش Simplify به لایهگذاری در نرمافزار پرداخته شد و اثر این پارامتر مهم در چاپ سه بعدی به شکل کامل توضیح داده شد. اما در این قسمت از آموزش Simplify تصمیم داریم به بخش Addition در نرمافزار بپردازیم و گزینههای کاربردی این بخش را شرح دهیم. در این مقاله همراه ما باشید.
در نرمافزار Simplify3d، بخش Addition یک بخش اثرگذار در کیفیت چاپ سه بعدی قطعات است.

این بخش امکاناتی را به شما میدهد که میتوانید به کمک آن، بخشهایی را به پرینت سه بعدی خود اضافه کنید تا کیفیت چاپ سه بعدی شما حفظ شود. اما چرا؟ چه بخشهایی؟ چگونه؟ چه زمانی باید این کار را انجام دهیم؟ نگران نباشید. در ادامه پاسخ همه این سوالات را خواهید دید.
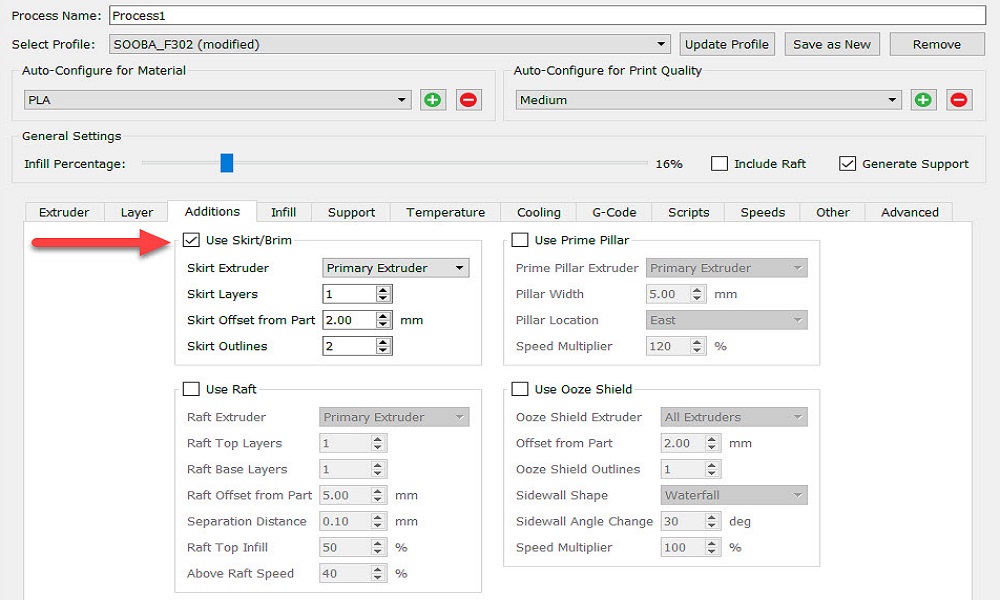
Skirt به معنای “دامن” یا “پیرامون” است. این گزینه به عنوان اولین بخش در پنجره Addition نمایش داده میشود و یکی از کاربردیترین گزینههای این بخش است.
زمانیکه نازل پرینتر سه بعدی شما گرم میشود، مواد قرار گرفته در نازل و بخشهایی از Hot end دستگاه ذوب میشوند. با ذوب شدن مواد در نازل، حتی اگر اکسترودر آنها را تزریق نکند، مواد در اثر وزن خودشان با پایین حرکت میکنند و از نازل خارج میشوند.
به عبارتی اگر دستگاه شما قبل از شروع پرینت گرم شده باشد (که همیشه همینطور است)، مواد موجود در نازل از آن خارج میشوند و نازل شما خالی از ماده خواهد شد. در این صورت زمانیکه دستگاه شروع به پرینت اولین لایه میکند، از آنجایی که درون نازل خالی است، تا زمان ورود مواد از سمت اکسترودر به نازل و پر شدن آن، مادهای از داخل نازل خارج نمیشود. بنابراین بخشهایی از لایه اول قطعه شما پرینت نخواهند شد.
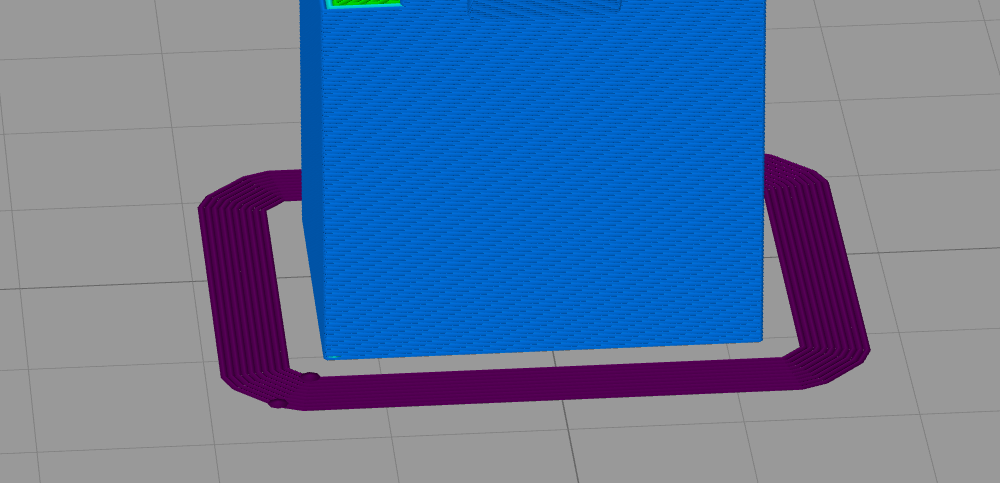
فعال نمودن گزینه Skirt این انکان را به شما میدهد که محیط اضافه در پیرامون قطعه شما ایجاد شود. این محیط میتواند چیسبیده به قطعه یا با فاصله از آن باشد.
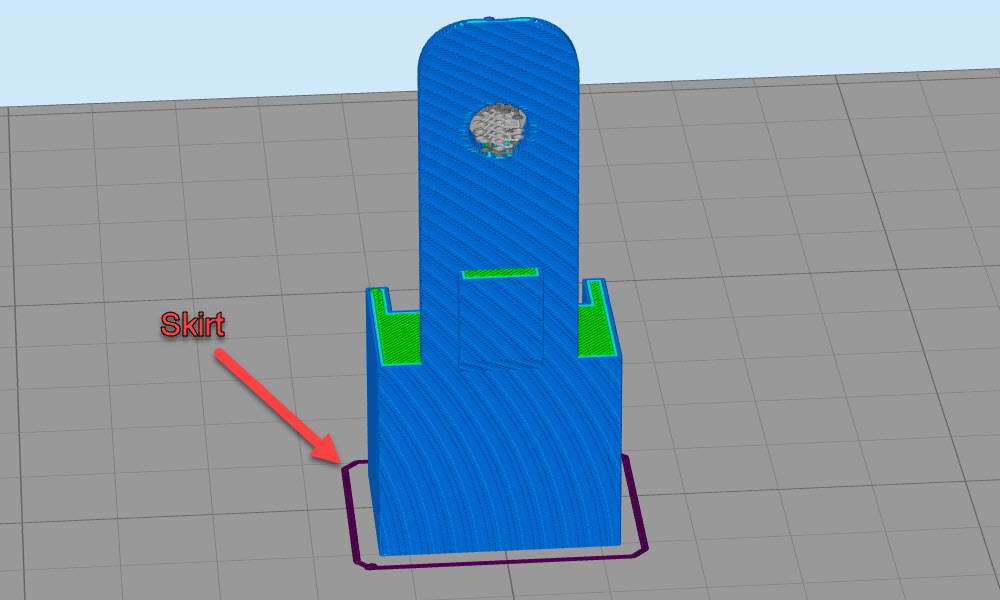
همانطور که مشخص است این لایه مجزا از قطعه شماست و ارتباطی با قطعه اصلی ندارد. پرینتر سه بعدی پیش از شروع چاپ قطعه اصلی، این محیط اضافه را چاپ میکند. این کار باعث میشود که مواد از اکسترودر به سمت نازل هدایت شوند و نازل به مرور پر شود و پس از اتمام پرینت این قسمت، زمانی که دستگاه به سراغ چاپ اولین لایه از قطعه اصلی میرود، نازل پر از ماده باشد و اولین لایه از قطعه اصلی به درستی پرینت شود.
اما این بخش دارای تنظیمات مختلفیست که در ادامه آموزش Simplify به آن میپردازیم:
این گزینه تعیین میکند که Skirt در چند لایه چاپ شود. به عبارتی اگر این گزینه را بر روی عدد 1 تنظیم کنید، Skirt صرفا در لایه اول چاپ میشود. اما اگر عدد 2 را در این بخش وارد کنید، چاپ Skirt در لایه دوم نیز ادامه مییابد.
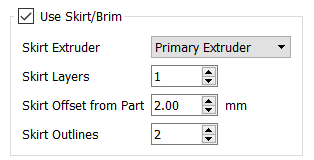
اما معمولا با توجه به هدف ذکر شده برای استفاده از Skirt، معمولا این گزینه را بر روی عدد 1 تنظیم میکنیم.
این گزینه تعیین میکند که Skirt چقدر از قطعه اصلی شما فاصله داشته باشد. مثلا اگر مقدار آن را بر روی 2 میلیمتر تنظیم کنید، فاصله Skirt از قطعه شما 2 میلیمتر خواهد بود.
اگر قطعه شما سطح تماس کمی با میز دارد، میتوانید این مقدار را بر روی 0 تنظیم کنید تا Skirt به قطعه بچسبد و به چسبندگی قطعه شما به میز نیز کمک کند.
این گزینه نیز مشخص میکند که چند دور Skirt دور قطعه شما ایجاد شود. به عبارتی اگر عدد این بخش را بر روی 1 تنظیم کنید، نازل دو بار محیط Skirt را طی خواهد کرد.
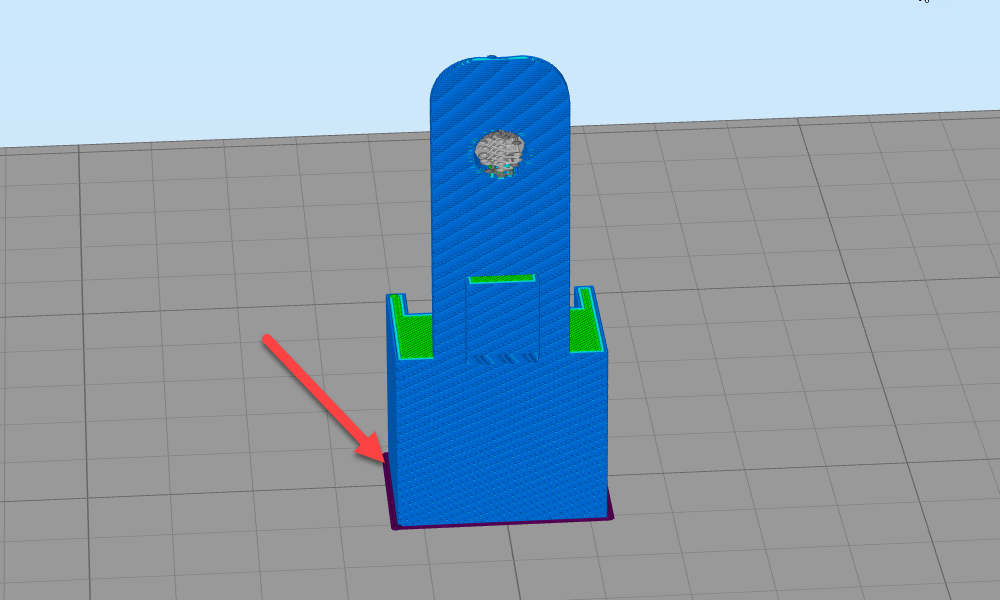
اگر قطعه شما کوچک است بهتر است عدد بزرگتری را برای Skirt در نظر بگیرید تا مطمئن شوید که نازل به خوبی از ماده پر میشود. اما اگر قطعه بزرگ است میتوانید به اعداد کمتر بسنده کنید تا مواد و زمان شما هدر نرود. در شکل زیر ما مقدار Skirt Outlines را بر روی 10 تنظیم کردهایم تا اثر آن را ببینید:
Raft یکی دیگر از گزینههای بخش Addition است که در آموزش Simplify به آن میپردازیم. این گزینه یک صفحه اضافه و نسبتا ضخیم در زیر قطعه شما چاپ میکند تا چسبندگی قطعه به میز کار افزایش یابد.
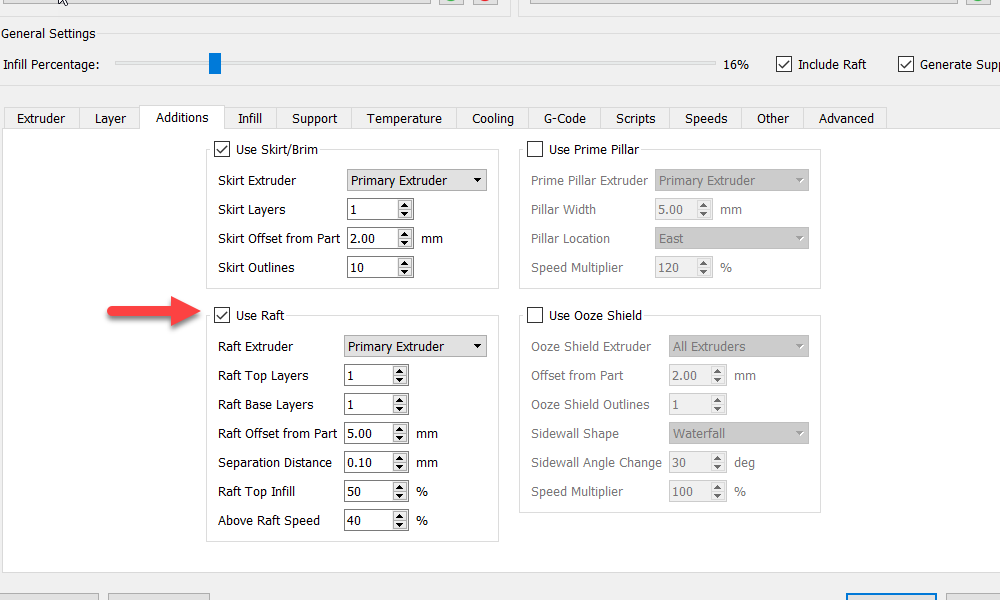
معمولا در موادی که مشکل چسبندگی به میز کار را دارند از این گزینه استفاده میکنیم. مانند ABS که مادهایست با مشکل چسبندگی در لایه اول در فرایند پرینت سه بعدی. پس از اتمام فرایند چاپ، Raft از قطعه اصلی جدا میشود. بنابراین باید تنظیماتی انجام شود که بتوانید Raft را پس از چاپ از قطعه جدا کنید. چرا که اگر Raft چسبندگی زیادی به قطعه داشته باشد به راحتی از آن جدا نمیشود و اگر چسبندگی کمی داشته باشد ممکن است قطعه شما در حین چاپ از Raft جدا شود.
Raft یک صفحه نسبتا ضخیم در زیر قطعهاست که از چند لایه تشکیل میشود. نوع چاپ لایههای بالایی و پایینی در Raft متفاوت است. Raft Top Layers تعداد لایههای بالایی Raft و Raft Base Layers تعداد لایههای پایینی آن را نشان میدهد. تعداد لایههای بالایی Raft معمولا با ظرافت و سرعت بیشتری چاپ میشوند.
این گزینه تعیین میکند Raft چه مقدار از مقطع قطعه بر روی میز کار بزرگتر باشد. هرچقدر این مقدار را بزرگتر کنید، حاشیه امن بیشتری برای قطعه ایجاد میشود. به عبارتی چنانچه Raft در اثر تنشهای حرارتی از گوشهها از میز کار جدا شود، اگر این مقدار را بزرگتر انتخاب کنید، احتمال آسیب دیدن قطعه کاهش مییابد.
این گزینه همان گزینه مهمیست که تعیین میکند قطعه شما چقدر به Raft محکمتر بچسبد. اگر این مقدار را زیاد کنید، چسبندگی قطعه اصلی به Raft کمتر میشود و اگر مقدار آنرا کم کنید، چسبندگی قطعه به آن زیاد خواهد شد. بنابراین این مقدار باید به درستی انتخاب شود.
مقدار این گزینه به مواردی مثل ضخامت لایهها نیز بستگی دارد. اگر ضخامت لایههای شما زیاد است (مثلا 240 میکرون)، باید اینجا نیز مقدار بیشتری وارد کنید. اما اگر ضخامت لایهها کم باشد (مثلا 120 میکرون)، اینجا نیز باید مقدار کمتری را لحاظ کنید. بهتر است این تنظیمات را به تجربه به دست آورید. ما برای چاپ ABS با ضخامت 180 میکرون، این مقدار را 0.1 میلیمتر (یا همان 100 میکرون) در نظر گرفتهایم و در این مقدار ضمن چسبیدن قطعه به Raft، جدا نمودن آن نیز پس از چاپ امکانپذیر بوده است.
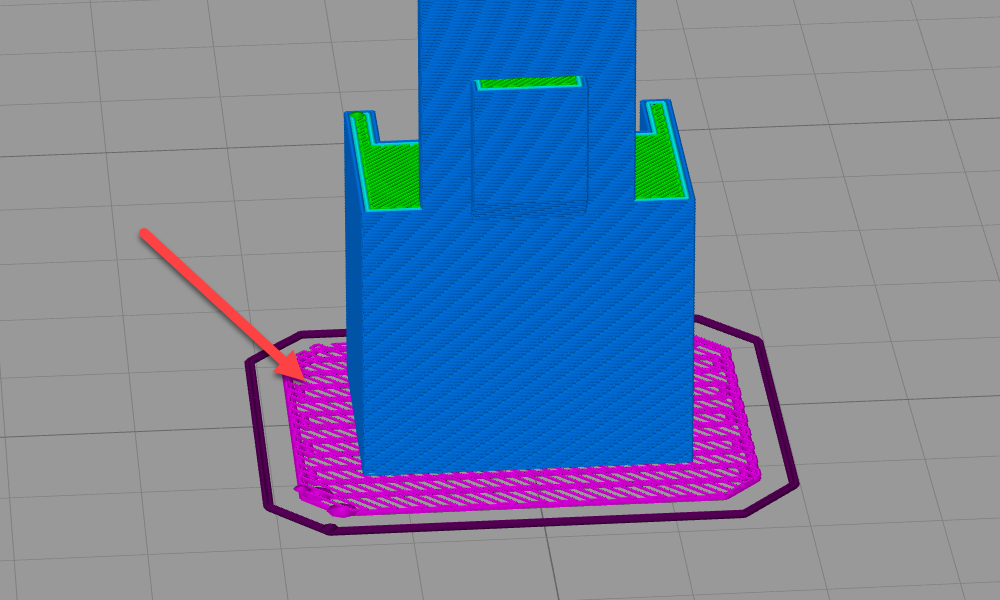
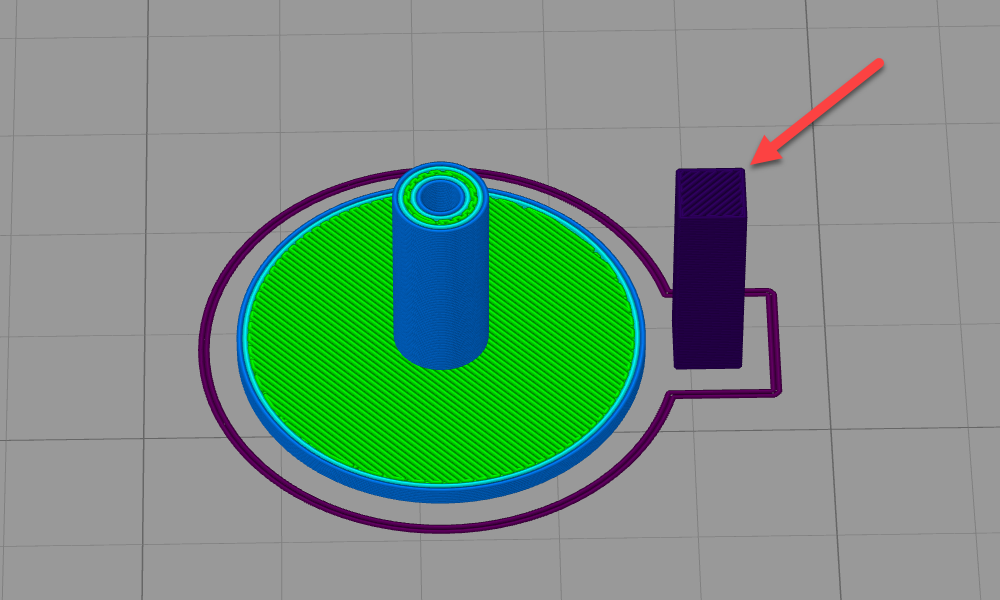
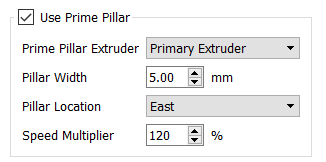
فعال کردن این گزینه امکان چاپ سه بعدی یک مکعب مستطیل در کنار قطعه شما را فراهم میکند. یک قطعه مجزا در کنار قطعه شما! اما چرا؟!؟
فرض کنید قصد پرینت سه بعدی یک ستون عمودی با مقطع کوچک را دارید. اگر لایهای چاپ شود که زمان کافی برای خنک شدن آن وجود نداشته باشد و لایههای گرم به شکل مداوم روی هم قرار گیرند، در این صورت قطعه دچار دفرمگی و اعوجاج خواهد شد.
بنابراین، ضروریست قطعهای که قصد چاپ سه بعدی آن را دارید، به خوبی فرصت خنک شدن را پیدا کند تا کیفیت مناسبی حاصل شود. اگر مقطع قطعه کوچک باشد این فرصت ایجاد نخواهد شد. اما راه حل چیست؟ اگر یک قطعه اضافه و بیهوده در کنار قطعه شما وجود داشته باشد، زمانیکه دستگاه مشغول چاپ لایه آن قطعه میشود، قطعه شما فرصت سرد شدن را خواهد داشت.
شاید بپرسید چرا دستگاه متوقف نشود؟ بهتر نیست دستگاه در گوشهاي متوقف شود تا لايه مورد نظر سرد شده و سپس چاپ ادامه پیدا کند؟ اما بهتر است بدانید عملا این کار ممکن نیست. چرا که در صورت توقف دستگاه، مواد موجود در نازل آن تخلیه خواهند شد و نشت ماده از نازل اتفاق خواهد افتاد. بنابراین زمانیکه نازل برای چاپ قطعه اصلی مجددا وارد عمل شود، نازل خالی از ماده خواهد بود و چاپ صحیحی ایجاد نخواهد شد.
تنظیمات این بخش را در ادامه مقاله آموزش simplify ارائه خواهیم داد.
این گزینه ابعاد مکعب مورد نظر را مشخص میکند. مثلا اگر مقدار این بخش را بر روی 5 تنظیم کنید، مقطع مکعب برابر با 5*5 میلیمتر خواهد بود.
محل قرار گیری Pillar را به سادگی در این قسمت تعیین کنید.
سرعت چاپ سه بعدی Pillar را بر حسب سرعت اصلی چاپ مشخص کنید. این سرعت میتواند حتی کمی بیشتر از سرعت چاپ قطعه اصلی تعیین شود.
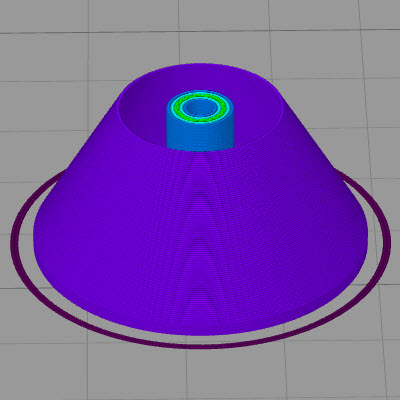
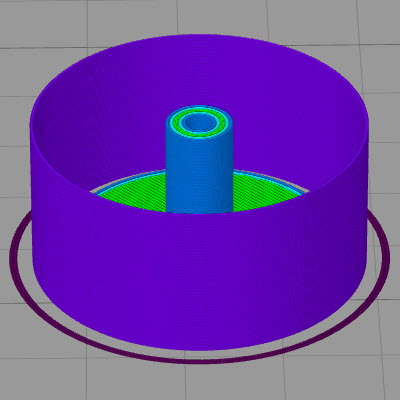
اگر از موادی استفاده میکنید که باید در محیط گرم چاپ شوند (مثل ABS و…) این گزینه به شما کمک زیادی میکند. این گزینه در واقع یک پوسته نازک اطراف قطعه شما ایجاد میکند و به عبارتی قطعه شما در درون یک محفظه پرینت خواهد شد. بنابراین هوای اطراف قطعه شما در طول فرایند چاپ گرم خواهد ماند و چسبندگی بهتری در لایههای پرینت ایجاد خواهد شد.
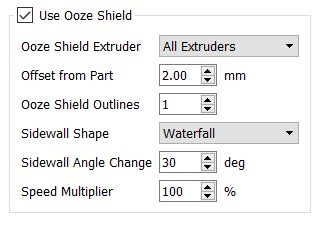
این گزینه مشخص میکند که Shield چه مقدار از قطعه شما فاصله داشته باشد. فواصل خیلی زیاد عملا اثر بخشی این بخش را کم میکند. شاید مقدار 2 میلیمتر یا حتی کمتر، مقدار نسبتا مناسبی باشد.
مشخص میکند که ضخامت پوسته ایجاد شده چقدر باشد. میتوانید مقدار 1 را برای آن تنظیم کنید تا پوسته شما تک جداره پرینت شود.
مشخص میکند که در بخشهایی از قطعه که مقاطع تغییر میکنند، رفتار پوسته به چه صورت باشد، به شکلهای زیر دقت کنید.
مشخص میکند که حداکثر مقدار تغییر زاویه پوسته در تغییرات مقطع شکل اصلی چقدر باشد.
سرعت چاپ پوسته خارجی را مشخص میکند.
در قسمت ششم آموزش Simplify به نکات بسیار مهمی در بخش Addition در نرم افزار سیمپلیفای پرداختیم. در قسمتهای بعد همراه ما باشید و از چاپ سه بعدی لذت ببرید.
2 پاسخ
این سری از مقالات واقعا جذاب بودن، منتظر مقالات بعدی از این سری هستیم
عالی مثل همیشه